Ciele
- Upraviť Petriho sieť popisujúcu problém obedujúcich filozofov tak, aby branie a vrátenie vidličiek bolo nedeterministické.
- Z modelov jednotlivých procesov vytvoriť model výrobného procesu.
Úvod
-
V tomto cvičení budeme pokračovať v práci s obyčajnými a zovšeobecnenými PS a nástrojom mFDTE/PNtool2. Budeme sa venovať
modelovaniu pomocou PS a niektorým vlastnostiam PS, najmä živosti.
Obyčajné a zovšeobecnené PS sa tiež označujú ako Place Transition nets (PT nets, PT siete).
Postup
-
Stiahnite si a rozbaľte archív fssCvicenie3_4projekt.zip. Projekt fssCvicenie3_4 otvorte v nástroji mFDTE/PNtool2.
-
Vyhľadajte si na internete definíciu problému obedujúcich filozofov. Pomocou simulácie zistite ako sieť diningPhils z projektu fssCvicenie3_4 vyjadruje deterministický variant tohto problému pre troch filozofov.
-
Sieť diningPhilsND z projektu fssCvicenie3_4 upravte tak, aby branie a vrátenie vidličiek bolo nedeterministické. To znamená, že vidličky filozof berie po jednej a nie je určené, či najprv zoberie vidličku sprava alebo zľava.
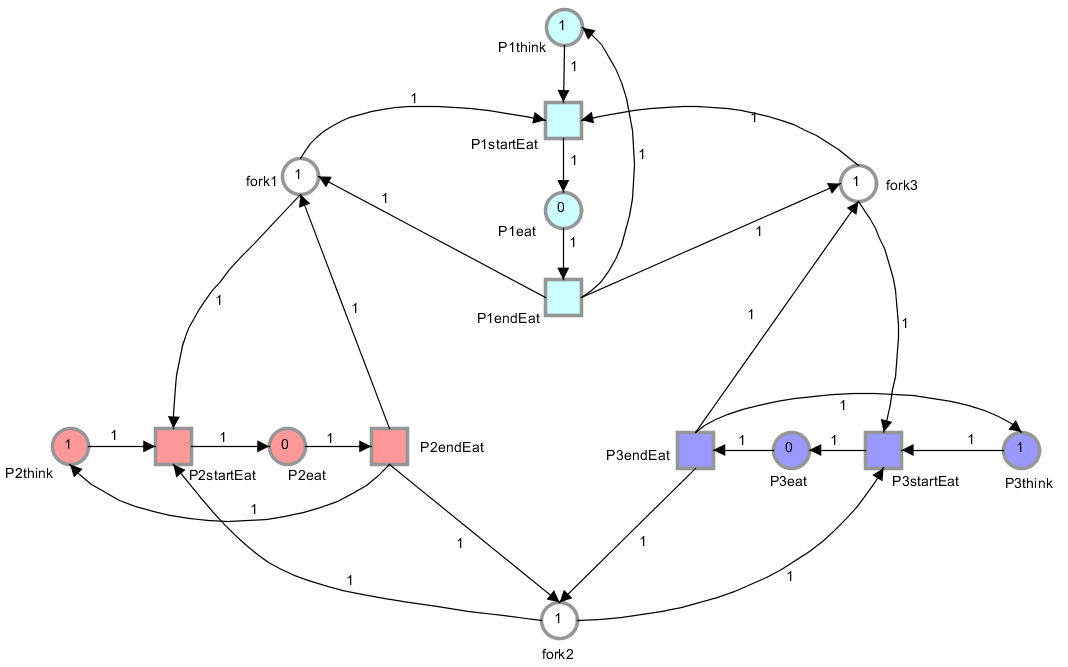 Obr.: Petriho sieť diningPhils
Obr.: Petriho sieť diningPhils -
V PNtool2 preskúmajte sieť assemblyV0. Zistite, ako modeluje 2 oddelené procesy, kde
- prvý proces (zelená časť) je montáž na linke s jedným montážnym miestom a
- druhý proces (červená časť) činnosť žeriavu, ktorý vie zostavený výrobok presunúť z konca montážnej linky do zásobníka (box).
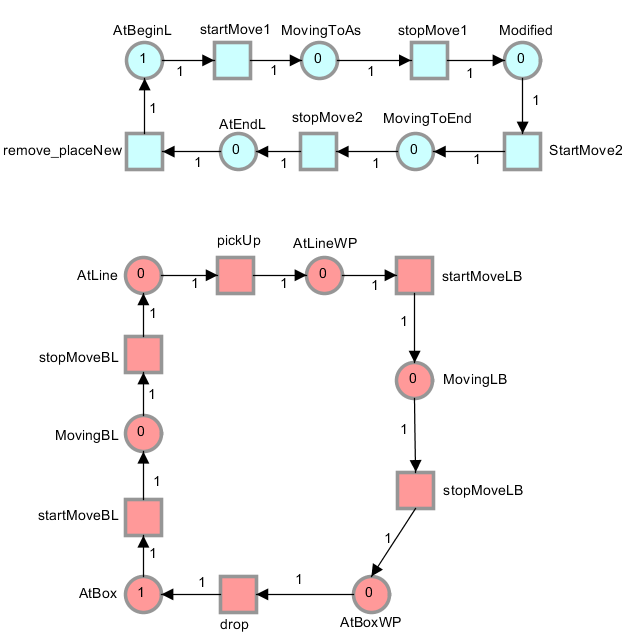 Obr.: Petriho sieť assemblyV0Poznámka: Význam miest a prechodov v sieti je nasledovný:
Obr.: Petriho sieť assemblyV0Poznámka: Význam miest a prechodov v sieti je nasledovný:- AtBeginL - súčasti výrobku, ktorý sa má zostaviť sú na začiatku výrobnej linky.
- startMove1 - súčasti výrobku sa začnú presúvať zo začiatku linky na montážne miesto.
- MovingToAs - súčasti výrobku sú v stave presúvania na montážne miesto.
- stopMove1 - súčasti výrobku zastanú na montážnom mieste a prebieha zostavenie (montáž) výrobku.
- Modified – výrobok je zostavený.
- StartMove2 – začína pohyb zostaveného výrobku na koniec montážnej linky.
- MovingToEnd – výrobok je v stave presúvania na koniec linky.
- stopMove2 – výrobok zastal na konci linky.
- AtEndL – výrobok čaká na konci linky na odstránenie.
- remove_placeNew – hotový výrobok je odstránený z konca linky a na začiatok sú pridané súčasti pre nový výrobok.
- AtBox - žeriav sa nachádza nad zásobníkom s hotovými výrobkami (box).
- startMoveBL - žeriav začne pohyb od zásobníka ku koncu výrobnej linky (line).
- MovingBL - žeriav sa presúva od zásobníka ku koncu výrobnej linky.
- stopMoveBL - žeriav zastane nad koncom výrobnej linky.
- AtLine - žeriav stojí nad koncom výrobnej linky.
- pickUp - žeriav zoberie hotový výrobok z konca výrobnej linky.
- AtLineWP - žeriav stojí nad koncom výrobnej linky s uchopeným výrobkom (WP = with product).
- startMoveLB - žeriav začne pohyb od konca výrobnej linky k zásobníku s uchopeným výrobkom.
- MovingLB - žeriav sa posúva od konca výrobnej linky k zásobníku s uchopeným výrobkom.
- stopMoveLB- žeriav zastane nad zásobníkom s uchopeným výrobkom.
- AtBoxWP - žeriav stojí nad zásobníkom s uchopeným výrobkom.
- drop - žeriav pustí výrobok do zásobníka.
-
Sieť assemblyV1 upravte tak, aby bolo odstránenie hotového výrobku z konca linky stotožnené s uchopením výrobku žeriavom.Poznámka: Je potrebné zlúčiť príslušné prechody.
-
Sieť assemblyV1 ďalej upravte tak, aby obsahovala miesto evidujúce počet hotových výrobkov v zásobníku.
-
Sieť assemblyV1 ďalej upravte tak, aby
- zásobník mal kapacitu 100 výrobkov a
- výrobky by z neho bolo možné odstraňovať po 10.
Poznámka: Inšpirujte sa spôsobom ako z kapacitne obmedzenej PS vyrobíme sieť bez kapacitných obmedzení, ktorá sa bude správať rovnako. -
Pomocou simulácie odhadnite stupeň živosti prechodov siete liveness z projektu fssCvicenie3_4. Vašu voľbu zdôvodnite.
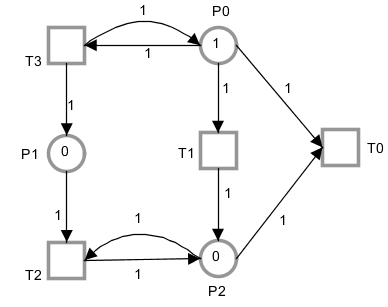 Obr.: Petriho sieť liveness
Obr.: Petriho sieť liveness
Zdroje
- Nástroj mFDTE/PNtool2.
- Projekt fssCvicenie3_4 pre nástroj mFDTE/PNtool2.
- Š.Korečko: Doplnkové učebné texty z Formálnych špecifikácií systémov.